

Лазерная резка оцинкованного металла: что нужно знать заказчику и производственнику
Лазерная резка оцинкованного металла: что нужно знать заказчику и производственнику
Опубликовано
12.02.2026
Оцинкованная сталь — один из самых востребованных материалов в строительстве, вентиляции и производстве ограждений. Но далеко не каждая мастерская берётся за лазерную резку оцинковки.
Температура плавления цинка (420°C) в 3,5 раза ниже, чем у стали (1500°C) — защитный слой испаряется раньше, чем начинает резаться основа.
При неправильных настройках возникает плазменный эффект, образуются пары оксида цинка, повреждается оптика станка, а кромка окисляется и теряет защитное покрытие.
Правильный выбор вспомогательного газа (азот вместо кислорода), корректировка мощности и фокусного расстояния позволяют сохранить покрытие и получить чистую кромку.
В этой статье мы разберём физику процесса, покажем, как выбрать газ и настройки, сравним лазер с плазмой и расскажем, как сохранить антикоррозийные свойства оцинковки после резки.
Что происходит с цинковым покрытием при лазерной резке
Чтобы понять специфику работы с лазерной резкой оцинкованной стали, нужно вспомнить физику процесса. Температура плавления цинка составляет около 420°C, в то время как сталь начинает плавиться при температуре около 1500°C. Это означает, что когда лазерный луч касается поверхности оцинкованного листа, цинковый слой испаряется значительно раньше, чем начинает плавиться основной металл.
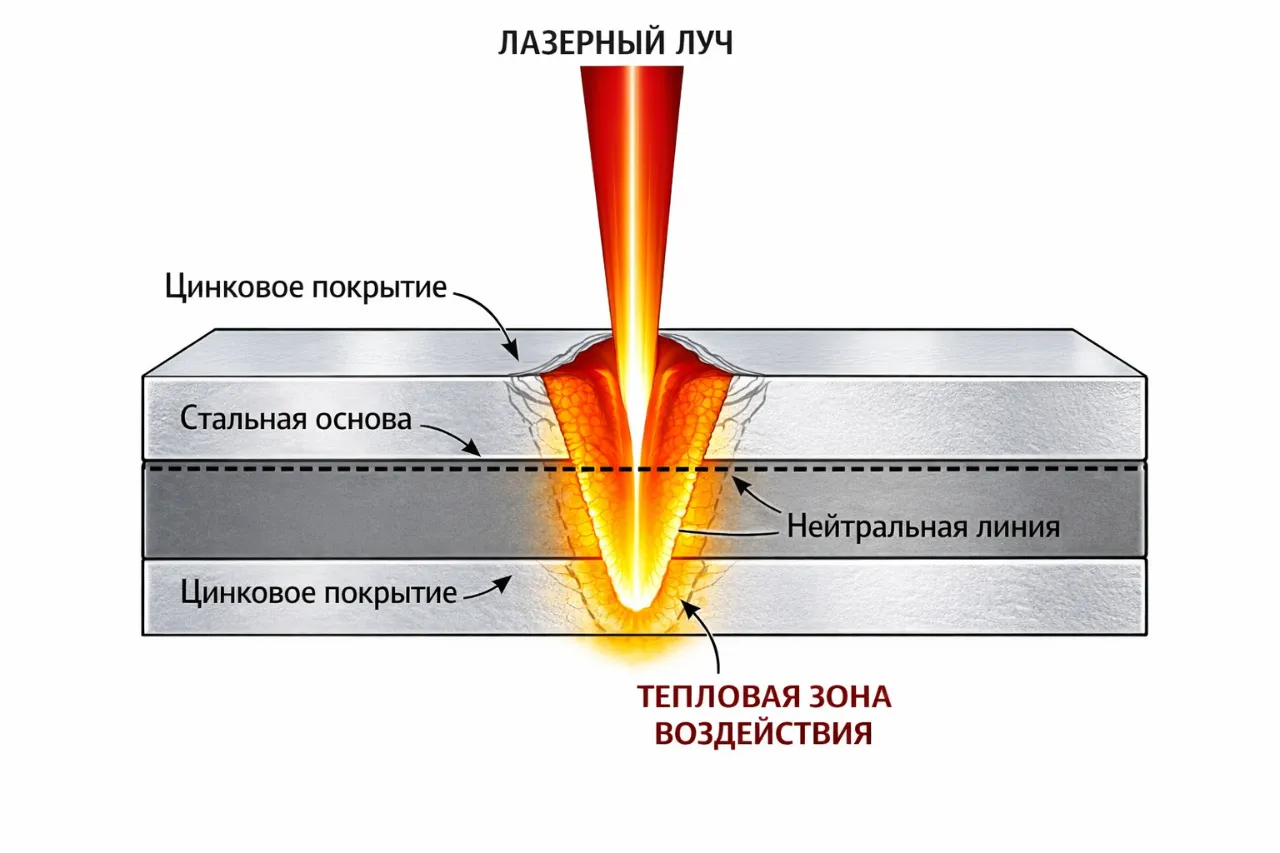
При испарении цинка образуются пары оксида цинка (ZnO) — белый дым, который требует эффективной системы вытяжки и вентиляции на производстве. Работа без надлежащей вентиляции не только вредна для здоровья оператора, но и может привести к загрязнению оптики станка, что снижает качество реза и приводит к дорогостоящему ремонту.
Ещё одна особенность оцинкованного металла — его отражающие свойства. Свежая оцинковка отражает часть лазерного излучения, что требует корректировки мощности луча и фокусного расстояния. При неправильных настройках возникает так называемый «плазменный эффект» — часть энергии отражается обратно в оптическую систему, что может повредить линзы и зеркала станка.
Важный параметр — зона термического влияния (ЗТВ). Это узкая полоса вдоль линии реза, в которой цинковый слой частично выгорает под воздействием высокой температуры. При правильных настройках станка ширина этой зоны минимальна и составляет 0,1–0,3 мм. Такое незначительное локальное повреждение покрытия не влияет на общие антикоррозийные свойства изделия, особенно если деталь в дальнейшем пойдёт под порошковую покраску.
Выбор вспомогательного газа: азот или кислород?
Одно из ключевых решений при лазерной резке оцинковки — выбор вспомогательного газа. Именно от него зависит качество кромки, сохранность защитного покрытия и скорость обработки.
Азот (N₂) — основной газ для резки оцинкованного металла
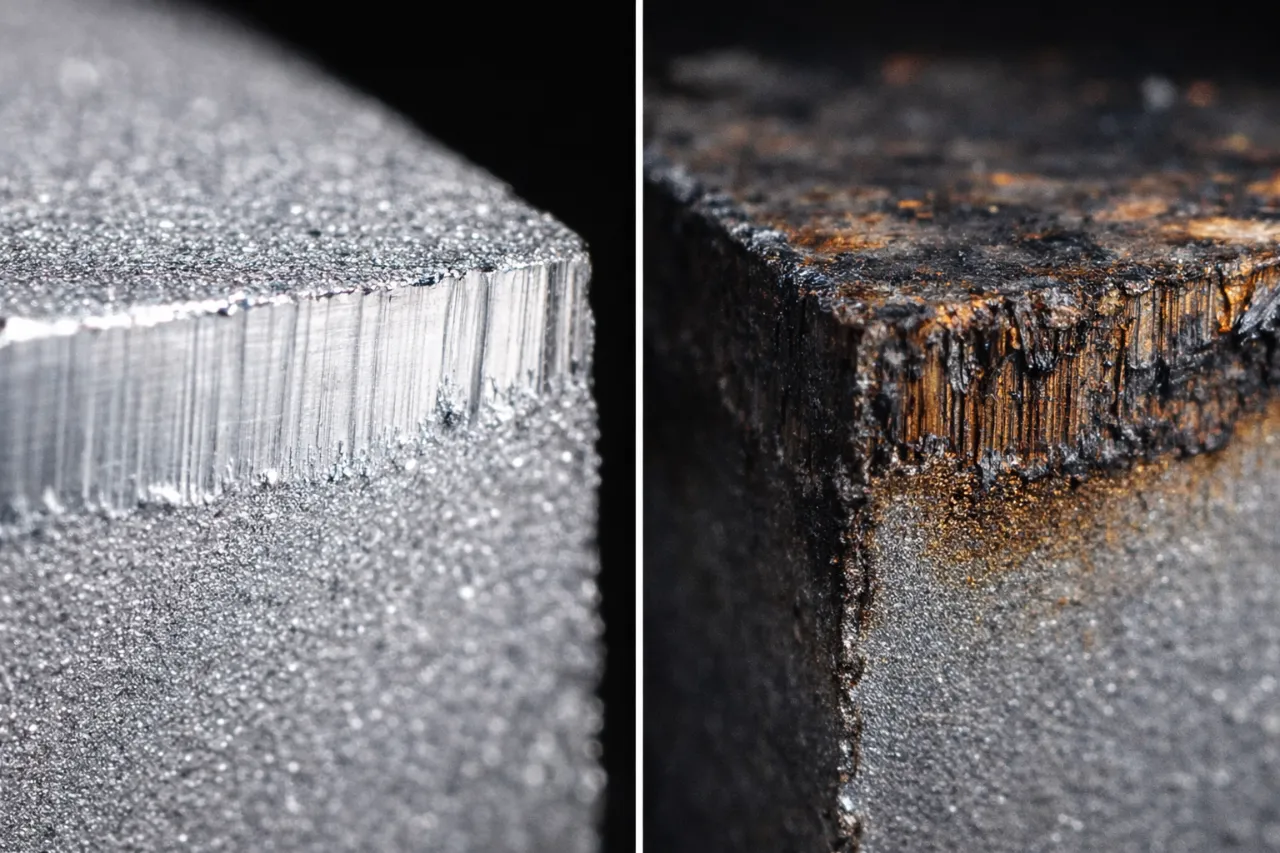
- Предотвращает окисление кромки, сохраняя её чистой и блестящей
- Максимально сохраняет антикоррозийные свойства цинкового покрытия вдоль линии реза
- Обеспечивает чистый серебристый срез без потемнения и окалины
- Рекомендуется для тонких листов толщиной 0,5–2,0 мм
Кислород (O₂) — для более толстых листов (от 3 мм)
- Увеличивает скорость резки за счёт экзотермической реакции
- Но вызывает окисление кромки — цинковый слой в зоне реза разрушается
- Кромка приобретает тёмный цвет и потребует дополнительной защиты (грунтовка или покраска)
Сравнение азота и кислорода при резке оцинковки:
| Параметр | Азот (N₂) | Кислород (O₂) |
|---|---|---|
| Качество кромки | Чистый, серебристый срез | Окисленная, тёмная кромка |
| Сохранение покрытия | ✅ Максимальное | ❌ Покрытие разрушается |
| Скорость резки | Средняя | Высокая |
| Рекомендуемая толщина | 0,5–2,0 мм | 3,0–4,0 мм |
| Стоимость | Выше (газ дороже) | Ниже |
Какие толщины и марки оцинкованной стали подходят для лазерной резки
Лазерная резка оцинкованного листа наиболее эффективна в диапазоне толщин от 0,5 до 4,0 мм. Именно в этом диапазоне лазерный станок показывает оптимальное сочетание скорости, точности и качества кромки.
Наиболее распространённые толщины, с которыми мы работаем: 0,55 мм, 0,7 мм, 1,0 мм, 1,5 мм и 2,0 мм. Эти размеры стандартны для производства вентиляционных систем, кровельных доборных элементов, корпусов электрощитового оборудования и декоративных ограждений.
Что касается марок стали, лазерная резка подходит для любых оцинкованных листов — будь то 08пс, Ст3 или европейский стандарт DX51D+Z. Технология универсальна и не зависит от конкретной марки основы.
Важный момент: толщина самого цинкового покрытия (класс покрытия по ГОСТ 14918-80) влияет на настройки станка. Чем толще слой цинка, тем больше паров образуется при резке и выше требования к вытяжной системе. Стандартные классы покрытия — от 1-го (толщина цинка 10–18 мкм) до 3-го (40–60 мкм). Для большинства задач достаточно 1-го или 2-го класса.
Лазерная резка vs плазменная резка оцинковки: что выбрать?
Когда речь заходит о раскрое оцинкованного металла, заказчики часто задают вопрос: что лучше — лазер или плазма? Ответ зависит от конкретной задачи. Давайте сравним оба метода по ключевым параметрам.

| Параметр | Лазерная резка | Плазменная резка |
|---|---|---|
| Точность | ±0,05 мм | ±0,5–1,0 мм |
| Ширина реза | 0,1–0,3 мм | 2–5 мм |
| Зона термического влияния (ЗТВ) | Минимальная | Значительная |
| Сохранение покрытия | При использовании N₂ — да | Нет |
| Сложные контуры | Любой сложности | Ограничены |
| Мелкие отверстия | Диаметр от 1 мм | Диаметр от 5–10 мм |
| Скорость (тонкий лист) | Высокая | Средняя |
| Экономичность при малых партиях | Высокая | Низкая |
Для изделий, которые в дальнейшем пойдут на сборку вентиляционных систем, кровельных элементов или декоративных панелей, лазерная резка — безусловный лидер.
Как сохранить антикоррозийные свойства оцинковки после резки
Главная задача при резке оцинкованной стали — минимизировать повреждение защитного покрытия. Вот несколько практических рекомендаций:
- Используйте азот в качестве вспомогательного газа. Как мы уже говорили выше, азот предотвращает окисление кромки и сохраняет цинковый слой на расстоянии 0,1–0,3 мм от линии реза.
- Настройте минимальную мощность луча. Чем ниже мощность (при условии сквозного прорезания), тем меньше зона термического влияния и меньше выгорает цинка.
- Не трогайте кромку голыми руками сразу после резки. Жирные следы от пальцев — первый шаг к началу коррозии на открытых участках металла.
- Если деталь не пойдёт под покраску, обработайте кромку. Для дополнительной защиты можно нанести цинконаполненный грунт или использовать холодное цинкование на торцы.
- Для изделий под покраску кромка не критична. Порошковая покраска полностью закрывает торцы и обеспечивает надёжную защиту всей детали.
Где применяется лазерная резка оцинкованной стали
Лазерная резка оцинковки востребована в самых разных отраслях. Вот основные сферы применения:
- Вентиляция и кондиционирование — воздуховоды, фасонные элементы, дефлекторы, решётки, переходники.
- Кровельные работы — доборные элементы, коньки, планки примыкания, карнизные и ветровые планки.
- Ограждения и заборы — декоративные панели, секции, калитки, столбы, элементы ворот.
- Электрощитовое оборудование — корпуса щитов, монтажные панели, DIN-рейки, дверцы шкафов.
- Строительные конструкции — профили, направляющие, кронштейны, элементы каркасов.
- Рекламные конструкции — объёмные буквы, логотипы, указатели, вывески.

Во всех этих случаях точность лазерного раскроя позволяет создавать детали сложной формы с минимальными допусками, что критично для последующей сборки.
Стоимость лазерной резки оцинкованного металла
Цена на лазерную резку оцинковки зависит от нескольких факторов:
- Толщина листа — чем толще материал, тем медленнее скорость резки и выше стоимость.
- Общая длина реза — измеряется в погонных метрах, включая внутренние и внешние контуры.
- Количество врезок (проколов) — каждое отверстие требует остановки и нового запуска луча.
- Сложность контура — мелкие детали и радиусы требуют снижения скорости.
- Тип вспомогательного газа — резка с азотом дороже, чем с кислородом, но оправдана качеством кромки.
При большой партии стоимость за погонный метр снижается за счёт оптимизации раскроя — мы размещаем максимальное количество деталей на листе, минимизируя отходы.
Для точного расчёта стоимости вашего заказа пришлите чертёж в формате DXF, DWG или эскиз с размерами — мы подготовим расчёт в течение 2 часов.
Выводы
Лазерная резка оцинкованного металла — это оптимальный метод обработки листов толщиной до 4 мм, когда важны точность, качество кромки и сохранение защитного покрытия. Главное — правильный выбор вспомогательного газа (азот для чистой кромки) и грамотная настройка оборудования.
В КТМ Деталь мы режем оцинковку с применением азота, что обеспечивает чистую серебристую кромку без окисления. Мы выполняем полный цикл обработки: лазерная резка → гибка → порошковая покраска, что позволяет вам получить готовое изделие с одного производства.
Отправьте чертёж — рассчитаем стоимость за 2 часа и ответим на все вопросы.
Нужна точная лазерная резка оцинковки по чертежам?
КТМ Деталь работает с вашими чертежами и обеспечивает точность размеров готовых деталей. Мы режем оцинковку с азотом для сохранения покрытия и выполняем полный цикл обработки. Звоните: +7 (812) 701-04-11 или оставьте заявку на сайте ktmdetal.ru.
