Расчет развертки при гибке листового металла: формулы, K-фактор и практические таблицы
Расчет развертки при гибке листового металла: формулы, K-фактор и практические таблицы
Опубликовано
13.01.2026
При проектировании деталей из листового металла самая частая ошибка — неправильный расчет длины развертки.
Складываете размеры полок с чертежа: 100 + 50 = 150 мм, вырезаете заготовку — а после гибки деталь не проходит в сборку.
Не учтён вычет на гибку — при сгибании часть материала уходит в зону изгиба, и заготовка должна быть короче суммы полок.
Правильный расчет развертки с учётом радиуса и толщины металла позволяет получить точную деталь с первого раза.
Эта статья объясняет, как рассчитать развертку для листогиба, какие формулы использовать и как избежать типичных ошибок. Вы получите готовые таблицы вычетов и пошаговый пример расчета.
Что такое развертка листового металла?
Развертка гибки листового металла — это плоская заготовка до гибки. Её длина всегда меньше, чем простая сумма наружных размеров полок готовой детали.
Почему так происходит? При гибке внешние слои металла растягиваются, внутренние — сжимаются, а где-то посередине проходит нейтральная линия, которая не меняет свою длину. Длина развертки равна длине именно этой нейтральной линии — а она всегда короче, чем путь по наружной поверхности детали.
Представьте, что вы сгибаете стопку листов бумаги: внешние листы расходятся веером, внутренние сжимаются, а один лист посередине остается неизменным. Именно по этой нейтральной линии и нужно считать длину развертки.

Поперечное сечение гибки под 90°: внешние слои растягиваются, внутренние сжимаются, а нейтральная линия не меняет длину.
Формула расчета развертки для гибки под 90°
Самый распространённый случай — гибка под прямым углом (90°). Для него формула расчета развертки выглядит просто:
L = A + B − (R + S)
Где:
- L — длина развертки (заготовки) в миллиметрах
- A, B — наружные размеры полок с чертежа (от наружного угла до края)
- R — внутренний радиус гибки (радиус матрицы листогиба) в миллиметрах
- S — толщина металла в миллиметрах
Величина (R + S) — это вычет на гибку. Он вычитается из суммы наружных размеров на каждый изгиб.
Если деталь имеет несколько гибов по 90°, формула расширяется:
L = (A + B + C + ...) − n × (R + S)
Где n — количество гибов, а A, B, C... — наружные размеры всех полок.
Пример расчета: Г-образная деталь
Исходные данные:
- Толщина металла S = 2 мм
- Внутренний радиус гибки R = 3 мм
- Угол гибки α = 90°
- Наружные размеры полок: A = 100 мм, B = 50 мм
Решение:
- Сумма наружных размеров: A + B = 100 + 50 = 150 мм
- Вычет на гибку: R + S = 3 + 2 = 5 мм
- Длина развертки: L = 150 − 5 = 145 мм
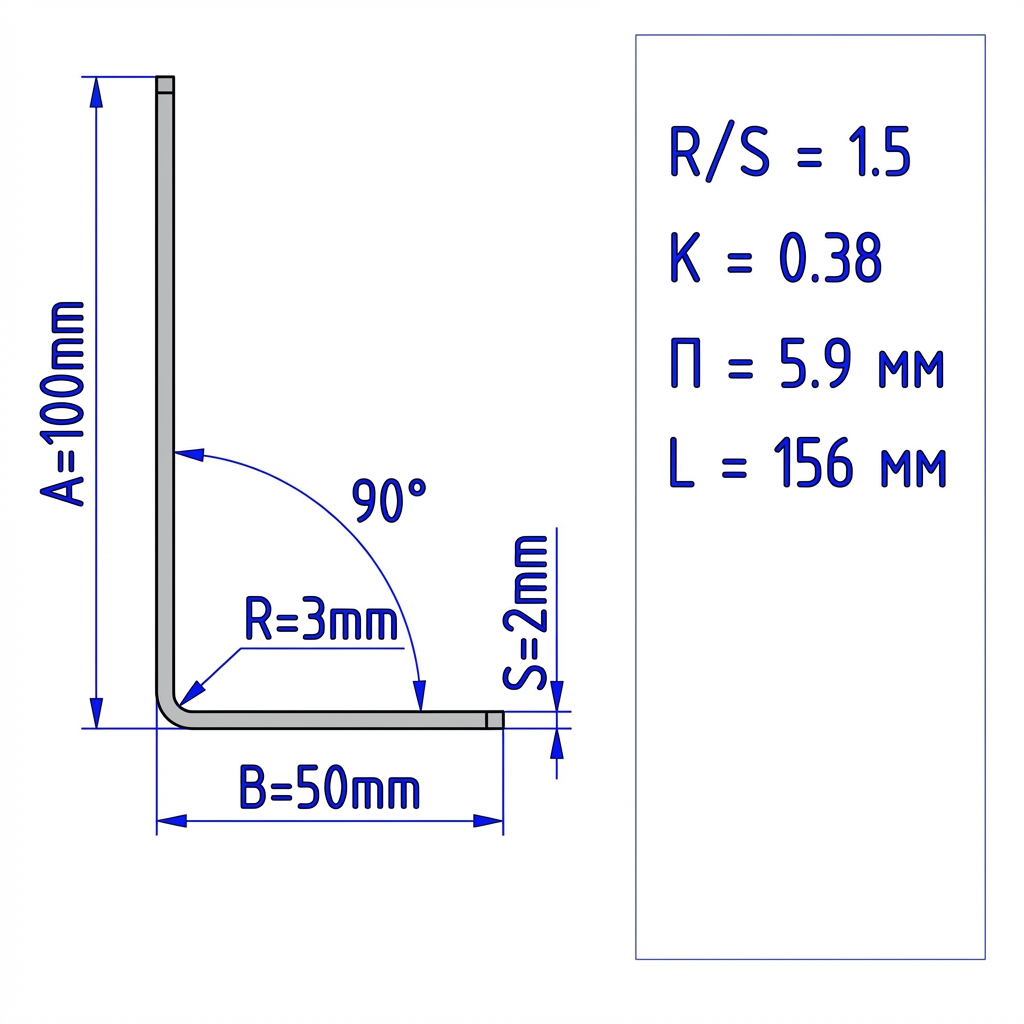
Технический чертеж и расчет развертки для Г-образной детали с наружными размерами полок 100×50 мм.
Таблица вычетов на гибку для 90°
Чтобы не считать каждый раз, используйте готовую таблицу. Значение в ячейке — это величина (R + S), которую нужно вычесть из суммы наружных размеров на каждый гиб:
| Толщина S, мм | R = 1 мм | R = 2 мм | R = 3 мм | R = 4 мм | R = 5 мм |
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 |
| 2 | 3 | 4 | 5 | 6 | 7 |
| 3 | 4 | 5 | 6 | 7 | 8 |
| 4 | 5 | 6 | 7 | 8 | 9 |
| 5 | 6 | 7 | 8 | 9 | 10 |
Синим выделено значение из нашего примера: S = 2 мм, R = 3 мм → вычет 5 мм на гиб.
Пример: деталь с тремя полками 80 + 60 + 80 мм, два гиба, S = 3 мм, R = 4 мм.
Вычет из таблицы: 7 мм на гиб.
L = (80 + 60 + 80) − 2 × 7 = 220 − 14 = 206 мм.
Минимальные радиусы гибки
Важно: Прежде чем выбирать радиус гибки, убедитесь, что он не меньше минимального для вашего материала. Иначе на внешней стороне изгиба появятся трещины.
| Материал | Толщина 1–2 мм | Толщина 3–5 мм |
|---|---|---|
| Сталь Ст3, Ст20 | R ≥ 1×S | R ≥ 1,5×S |
| Нержавейка AISI 304 | R ≥ 1,5×S | R ≥ 2×S |
| Алюминий АД31 | R ≥ 0,5×S | R ≥ 1×S |
Точность формулы и когда нужен более сложный расчет
Формула L = A + B − (R + S) даёт практическую точность ±1 мм для гибки под 90°. Для большинства задач этого достаточно.
Более точный расчет может понадобиться в двух случаях:
1. Угол гибки не 90°. При других углах вычет рассчитывается сложнее. Для углов 30°, 45°, 60° рекомендуем передать расчет технологу или использовать CAD-систему (SolidWorks, Компас-3D), которая автоматически рассчитает развертку.
2. Повышенные требования к точности (< 0,5 мм). Для ответственных деталей и серийного производства используют расчет через K‑фактор — коэффициент, учитывающий точное положение нейтральной линии. K‑фактор зависит от соотношения R/S и принимает значения от 0,33 (острый гиб) до 0,50 (плавный изгиб). Этот расчет встроен во все современные CAD-системы.
Частые ошибки при расчете развертки
- Не вычитают вычет на гибку. Просто складывают наружные размеры полок — заготовка получается длиннее, чем нужно.
- Путают внутренний и наружный радиус. В формулу всегда подставляется внутренний радиус (радиус матрицы листогиба). Наружный радиус равен R + S.
- Используют радиус меньше минимального. Результат — трещины на внешней стороне изгиба.
- Забывают умножить вычет на число гибов. Каждый изгиб требует своего вычета. Деталь с тремя гибами — три вычета.
- Не учитывают упругую деформацию (springback). После снятия нагрузки деталь частично разгибается на 1–3°. Для компенсации технологи закладывают избыточный угол гибки.
FAQ: Ответы на частые вопросы
Как рассчитать развертку для угла не 90°?
Для углов, отличных от 90°, упрощённая формула не подходит. Рекомендуем использовать CAD-систему или передать расчёт технологу. При небольших отклонениях (85–95°) можно использовать формулу для 90° с незначительной погрешностью.
Какие размеры полок подставлять в формулу — внутренние или наружные?
В формулу L = A + B − (R + S) подставляются наружные размеры полок — именно так, как они обычно указаны на чертеже. Это расстояние от наружного угла детали до края полки.
Какой радиус подставлять в формулу — внутренний или внешний?
Всегда внутренний радиус — это радиус матрицы листогибочного станка. Наружный радиус равен R + S (внутренний радиус плюс толщина металла).
Что такое K‑фактор и нужен ли он?
K‑фактор — это коэффициент положения нейтральной линии в толще металла. Он позволяет рассчитать развертку с точностью до десятых долей миллиметра. Для единичных деталей и типовых задач формула L = A + B − (R + S) даёт достаточную точность. K‑фактор нужен при серийном производстве и жёстких допусках.
Почему деталь после гибки немного отличается от расчёта?
Возможна упругая деформация (springback) — металл частично возвращается в исходное положение после снятия нагрузки. Для компенсации технологи закладывают избыточный угол гибки на 2–3°.
Чек-лист для расчета развертки
- Определите толщину металла (S) и внутренний радиус гибки (R)
- Проверьте минимальный радиус гибки для вашего материала
- Определите наружные размеры всех полок с чертежа (A, B, C...)
- Найдите вычет по таблице: V = R + S
- Рассчитайте: L = сумма полок − количество гибов × V
- Для ответственных деталей учтите springback (упругую деформацию)
Выводы
Расчет длины развертки при гибке листового металла под 90° — это простая, но важная операция. Главное правило: из суммы наружных размеров полок нужно вычесть (R + S) на каждый гиб. Используйте готовую таблицу вычетов для стандартных случаев и не забывайте проверять минимальный радиус гибки для вашего материала.
Если работаете с нестандартными углами или сложной геометрией — доверьте расчет развертки профессионалам. CAD-системы типа SolidWorks и Компас-3D автоматически рассчитывают развертки с учётом всех параметров материала.
Нужна точная гибка металла по чертежам?
КТМ Деталь работает с вашими чертежами и самостоятельно рассчитывает развертки с учётом всех параметров материала. Мы гарантируем точность размеров готовых деталей. Звоните: +7 (812) 648-28-50 или оставьте заявку на сайте ktmdetal.ru.